


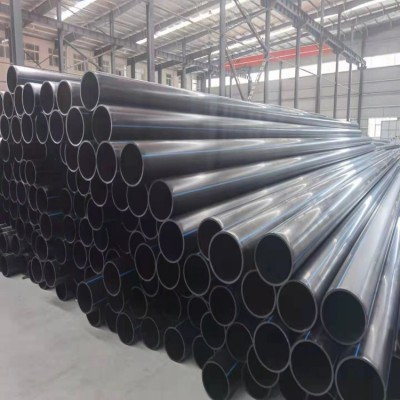


PE管是以PE树脂为主,采用挤出成型工艺制成的用于无内压作用的热塑性塑料圆管的统称。HDPE排水管是传统的钢铁管材、PVC排水管的换代产品,它主要承担雨水、污水、农田排灌等排水的任务,用于公路、铁路路基、地铁工程、废弃物填埋场、隧道、绿化带、运动场及含水量偏高引起的边坡防护等排水领域,以及农业、园艺之地下灌溉、排水系统。
PE管因其良好的使用效果和强度而被应用于许多行业,因为其使用效果是基于设计的工艺参数,而市场上一些供水管的工艺不能满*理想的需求,这将导致水管质量问题。
一、原料的配制
树脂与各助剂的配比和用量要准*,搅拌使物料混合均匀,原料要干燥,用干燥装置除去水分。确*PE管管道的内壁和外壁不会产生气泡。
二、挤出温度
挤出工艺温度直接影响成型工艺和PE管的质量,温度过低,物料塑化不好,成型产品表面粗糙;如果温度过高,塑料很容易与模具表面和定型套筒粘合,导致产品表面出现划痕。因此,选择合适的加工温度重要。
三、螺杆转速
螺杆转速是PE管挤出成型过程中的重要工艺参数*一。提转速,增加产量,提剪切速率,降低物料粘度,有利于物料塑化;但挤出机的塑化能力应考虑在熔体压力范围内,以提转速,否则物料流速过快,可能导致物料在塑化前被粉碎,严重影响产品质量;因此,在驱动开始时,螺杆的速度被调节得低,并且速度逐渐增加。
四、机头压力
模具压力是熔体压力。随着模具压力的增加,熔体体积压缩,分子链紧密堆积,材料粘度增加,流动性降低,挤出产量降低,但挤出产品致密,产品质量提*。如果模具压力太低,PE管管坯将容易被吸入,其机械性能也将降低。
五、真空度
真空度是衡量PE管型坯进入定径套管后管材定径的重要指标值。一般真空度越大,管材型坯定径越好。真空度小的话,管材型坯尺寸不好,管材外径小,不圆度偏差大。
六、牵引速度
牵引速度与挤压速度相匹配,挤压速度过快,容易造成PE管管壁变薄*裂;过慢则会使壁厚增加或造成管内局部堆积。
PE管的应用效果直接取决于工艺参数,工艺参数也是证明供水管道质量的考虑指标。因此,在实际选择时,应确*供水管能够满*自己所需的技术要求,以确*其工作能力不会出现问题。它的应用广,由于其性质稳定,除了可以用于水资源的运输外,还可以应用于化学*剂的运输,给人的生活带来了许多方便。








